

We proudly present our Project of the month:
Project of the month January 2018:
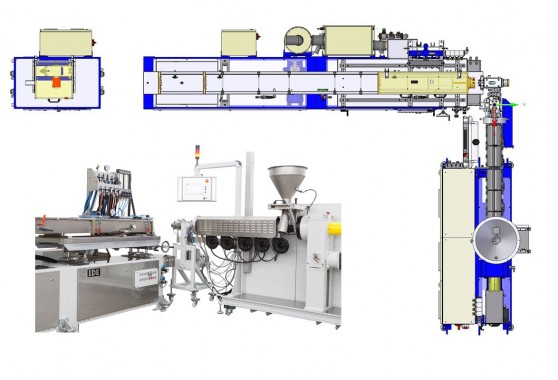
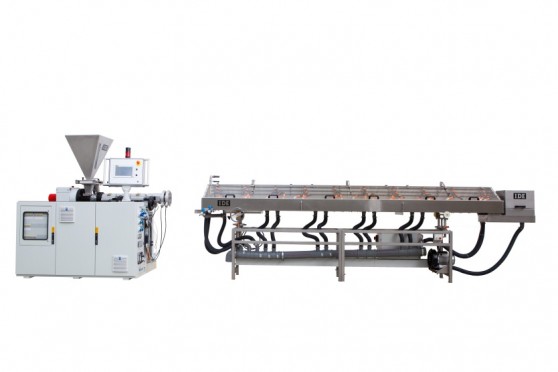
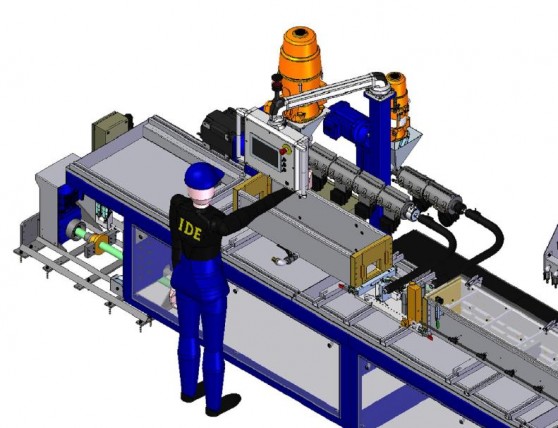
Single-screw venting extruder

The task:
Single-screw extruder for processing PMMA / PC with a venting unit, screen changer and melt pump.
The solution:
Single-screw extruder ME 38/5x33D-E for processing PMMA and PC and designed for continuous operation temperatures up to 350°C.
 |
 |
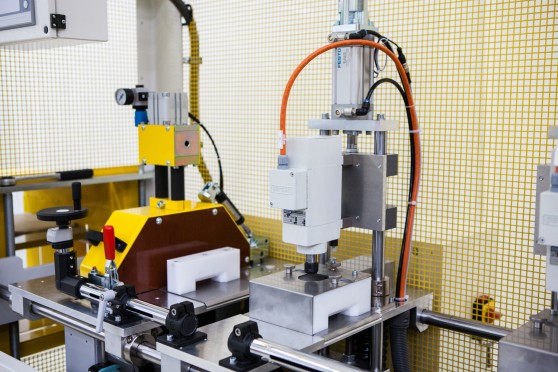
| Cylinder venting | Hopper displacement device |
Single-screw extruder ME 38/5x33D-E
- Asynchronous motor 4.3 kW, water-cooled, speed up to 70 rpm
- Special screw, plasma-nitrided for processing PMMA
- Melt pressure and melt temperature measurement; Hopper volume 12 litres
- Extruder control mini ME Control /4; TFT colour screen
- (10.1” touchscreen); Synchronous operation for pump, extruder and haul-off
- Smooth-bore cylinder, bimetal
- Energy-efficient heating / cooling combination with ceramic heaters, integrated insulation and convection flap system
- Melt pump, throughput PMMA/PC approx. 20 kg/h, control, monitoring and pump pre-pressure regulation integrated in mini ME Control/4
- Venting unit, vacuum pump, galvanized separating tank
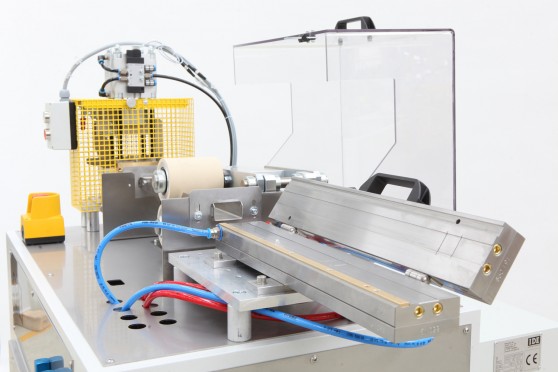
- Manual screen changer, discontinuous
 |
 |
| Manual screen changer | Melt pump with clamping flange |
Project Archive

Project of the month December 2017:
Special extruder to manufacture PE sheets
The task:
Special extruder to produce 200 mm wide sheets from PE
The solution:
Single screw extruder ME 60/4x37D Three-phase drive 115 kW;
water-cooled, speed up to 240 rpm Barrier screw for an
output of PE granules up to 300 kg/h Two-part cylinder with
grooved feed zone; Melt pressure and temperature measurement
Extruder controller ME Control /3 with a 15” TFT colour
touchscreen. Manual screen changer with 2 screen cavities
and 2 heaters Deflection head to feed the sheet die, slot
width 200 mm and lip aperture 18 mm Dosing & mixing station
for 300 kg/h throughput; Conveyor up to 350 kg/h
Plattenduese Siebwechsler
Sheet extrusion die Screen changer
Zylinder Foerdergeraetaufbau Umlenkkopf
Cylinder with mounted conveyor
Deflection head for the sheet die.
Project of the month August 2017:
Multifunctional single screw line
The task:
Extrusion line to process TPU for a flat profile, for
tubing, and to run a crosshead die to sheath cable strands. Standardaufstellung
Standard set-up
The solution:
Single screw extruder ME 45/5x30D to process TPU, combined
with a fusion pump.
Project of the month July 2017:
Extrusion line to produce PVC-F sealing profiles
The task:
To construct a single screw extruder with optimized output
for TPE / PVC-F To develop and construct a special spraybath
with an integrated conveyor belt fora sealing profile
The solution:
Single screw extruder ME 45/4x25D AC-drive 15 kW,
air-cooled; Screw speed 92 min-1; Integrated profile edge
control; Hopper, 3-position slide mechanism with linear
guide; Grooved feed bush; Special screw to process
TPE/PVC-F; Controller mini ME Control/4. Downstream
calibration unit in stainless steel (VA) Total length 4.

Project of the month June 2017:
Retrofit ME60/3X25D
The task:
Year of manufacture 1996, more than 20 years old, 56. 838
machine hours and still worth repairing.
Project of the month May 2017:
Post-coextrusion
The task:
Space-saving integration of two post-coextruders on a
calibration unit for the extrusion of a PVC-F soft lip and a
TPE strip onto a roller shutter guide rail. Mounting possibility for a 5m long calibration system
consisting of a vacuum tank (3m), a spray waterbath (1m) and
a post-coextrusion station (1m).

Project of the month April 2017:
High performance extruder for PP/HD-PE
The task:
Single screw extruder to process PP/HDPE with an output of
up to 400 kg/h; Integration of a manual screen changer and a
melt pump
The solution:
Single screw extruder ME 60/4x37D with a grooved entry bush
combined with a manual screen changer and a melt pump
Total length of the machine 3,750 mm
02 03
Screen changer with melt pump AC-drive 115 kW,
water-cooled Single screw extruder ME 60/4x37D
Synchronous three-phase drive 115 kW, water-cooled, speed up
to 240 rpm Special screw, nitrided for PP/HDPE outputs up to
400 kg/h Melt pressure and melt temperature measurement;
Material hopper 150 litres 6 barrel heating zones with
cooling fans; 1 flange heating zone 4 die heating zones;
Extruder control ME Control/3; TFT colour display 15”
touchscreen; Synchronization of melt pump, extruder and
haul-off Manual screen changer 2 screen cavities with 2
breaker plates; Screen diameter 123 mm; 1 heating zone with
2 heaters Melt pump integrated in the frame AC gear motor 11
kW; speed 52 – 113 rpm; Feed pressure max. 200 bar 1
heating zone with 4 heating cartridges
04 05.
Project of the month March 2017:
Laboratory extrusion line
The task:
Laboratory extrusion line to produce PVC-U test strips for
material testing
The solution:
Single screw extruder ME 30/4x25D, extrusion die for flat
profiles 25x1mm, laboratory downstream line (SampleSizer)
consisting of a calibration table, a roller haul-off and a
cutting unit G1
101
Total length of the line approx. 2,800 mm
102 104
Extrusion die Guillotine
103
Roller haul-off Single screw extruder ME 30/4x25D AC
drive 4.
Project of the month February 2017:
Double Drill-Saw Unit
The task:
To integrate an interval feed unit provided by the customer
which inserts profiles into a double drill-saw unit
for finishing. To integrate the external trigger signal of the feed unit.