

We proudly present our Project of the month:
Project of the month January 2020

IDE machines – used as well as new
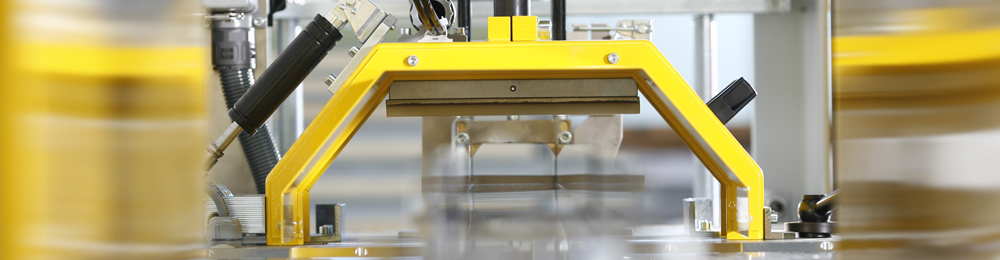
Below is another generally overhauled downstream equipment of IDE.
Of course all machines will be throughly quality-checked and assessed. The condition and all functions of the machines are checked in detail and,if necessary, professionally repaired or prepared to achieve the highest quality standards.
If we have aroused your interest in one of our available used and new machines, please feel free to contact our IDE contact persons. Here you can find out which machines are ready for delivery or which are currently being refurbished.
 |
 |
| Calibration unit before disassembly | Calibration unit overhauled |
 |
 |
| Haul-off unit before disassembly | Haul-off unit overhauled |
 |
 |
| Detail Haul-off unit before disassembly | Detail Hau-off unit overhauled |
 |
 |
| Detail Saw unit before disassembly | Detail Saw unit overhauled |
 |
 |
| Overhauled downstream equipment | Overhauled downstream equipment |
 |
|
| Overhauled downstream equipment |
Project Archive

Project of the month December 2019
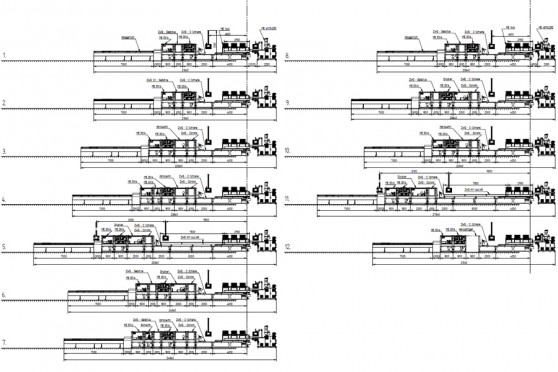
*CoExtrusion line:*
Single screw extruder ME 45/5x25D Single screw
extruder MEB 30/5x25D Calibration unit ME 14/6. 1 Haul-off
unit ME 30/6.
Project of the month October 2019:
drilling unit
*The task:*
Realisation of a longitudinal groove in the extrusion
direction at over 20 cycles per minute Variable option for
inserting the longitudinal groove in the controller Control
of an external saw unit Preparation of a chip extraction
device
*The solution:*
Dual drilling unit with two individually adjustable drill
drives Milling distance of 75 – 400 mm possible Additional
motorised axis for longitudinal grooves up to 30 mm in
length Wooden profile guide for easy machining
2 Zweifach Bohreinheit 3 Arbeitsbereich
Dual drilling unit
Drilling unit work area
4 Bohrkopf 5 Querverstellung
Drill head
Transverse shift
6 Abblassystem
Blow-off system
.
Project of the Month July 2019:
Mobile Production
The task:
5 existing lines with 60 different profiles made from a
wide range of thermoplastics – TPE, PVC-U, PS,PP, PMMA,
LD-PE, ASA and ABS – transferred to 2 new complete
extrusion lines. A variety of post-processing work, such as
pad printing, drilling, punching and the application of
adhesive tape, is to be carried out on both new lines.

Project of the month June 2019:
Refurbished calibration table ME 14/2
*The task:*
The ME 14/2 built in 1984 is to be repaired again. Check to
determine which functional parts can still be used Only
original parts are used when replacing functional parts.

Project of the month May 2019:
Punch-saw combination for twin-strand extrusion
The task:
Combined unit for punching and cutting twin-strand
profiles. Existing punching tools may be installed safely
and quickly.

Project of the month April 2019:
Tape applicator unit for various plastic profiles
The task:
A unit to apply specific adhesive tapes at the top and
bottom of various plastic profiles
The solution:
Machine unit width1,5m Inclusion of customer-specific
tape rolls Capacitive sensor for tape detection Tape access
control with torque-controlled drive Simple shifting of the
individual feeding systems
2019 04 01 Abrolleinheit Profile Komplette Zugaenglichkeit
2019 04 01 Abrolleinheit Profile Zufuehrsysteme
Abziehklebebaender
Complete frontal accessibility Feeding system for
adhesive tape rolls
2019 04 01 Abrolleinheit Profile Zufuehrsystem Doppel
Beklebung 2019 04 01 Abrolleinheit Profile
Zufuehrsystem Beklebung unten
Feeding system for taping up and down Sensor for taping
profile lower side
2019 04 01 Abrolleinheit Profile Sensor Banderkennung
Sensor for tape detection
.

Project of the month March 2019:
Dual carriage cut-off saw unit for defined fixed lengths
The task:
To cut rods to length with a finished piece tolerance of ±
0,05 mm
The solution:
Dual carriage cut-off saw ME 50/6. 2-D with 2 saw carriages
Saw carriage travel distance 400mm, motorized (cycle time 30
cuts/minute) Distance between saw carriages adjustable from
150 – 800mm, incl.

Project of the month February 2019:
Complete line for the production of prefabricated roller shutters
The task:
Complete line for two die systems Inline prefabrication
Data transmission with industrial hand-held scanner
The solution:
Extrusion line consisting of the following components:
ME 75/5x25D with mini ME Control/4 Die system consisting of
extrusion die and dry calibration, designed for a production
speed of 8m/min Calibration unit ME 14/6. 1 with 2
frequency-controlled vacuum pumps Haul-off unit ME 30/6.
Project of the month December 2018:
Complete line for the production of various filter profiles
The task:
Downstream line for more than 6 different filter profiles
with diameters of 15 – 120 mm Constructed mainly of
rustproof materials Spray waterbath with individual spray
bar adjustment Profile drying via suction technology Belt
haul-off with constant center of extrusion Cutting unit
for profiles up to 125mm in diameter
The solution:
Extrusion downstream line consisting of the following
components:
Calibration downstream with more than 60 spray nozzles
Exchangeable spray ring at the inlet side Suction ring with
exchangeable nozzles of different dimensions at the
outlet-side Belt haul-off with centralized manual gap
adjustment Rotary cutting unit for profile diameters up to
125 mm
Einlaufseitiger Spruehring Spruehwasserbad
Spray ring at the inlet side Spray waterbath
Auslaufseitige Absaugtechnologie Bandabzug mit
Spaltverstellung
Suction technology at the outlet side Belt haul-off with
gap adjustment
Rotationsschneideinheit mit Schneidmatrize Steuerung
ME Control 20 4 Folgeeinheit
Rotation cutting unit Controller ME
Control 20/4.